









生产苯、甲苯、二甲苯的主要原料是石油催化重整的重整油、石油裂化的高温裂解汽油和焦化粗苯。这3种原料占总原料量的比例依次为:70%、27%、3%。以石油为原料生产芳香烃的工艺都采用加氢工艺,以焦化粗苯为原料生产芳香烃的工艺有酸洗精制法和加氢精制法。
酸洗法仍在发展中国家被大量采用,其工艺落后、产品质量低、无法与石油苯竞争,而且收率低、污染严重,产生的废液很难处理。在发达国家都已采用加氢精制法,产品可达到石油苯的质量标准。国内有很多企业已建成投产或正在建设粗苯加氢装置。20世纪80年代,上海宝钢从日本引进了第一套Litol法高温加氢工艺,90年代石家庄焦化厂从德国引进了第一套K.K法低温加氢工艺,1998年宝钢引进了第二套K.K法加氢工艺,还有很多企业正在筹建加氢装置。随着对产品质量和环保的要求越来越严格,粗苯加氢工艺的应用是大势所趋。
1 粗苯加氢精制的原理
粗苯加氢根据其催化加氢反应的温度不同可分为高温加氢和低温加氢。在低温加氢工艺中,由于加氢油中非芳烃与芳烃的分离方法不同,又分为萃取蒸馏法和溶剂萃取法。
高温催化加氢的典型工艺是Litol法,在温度为600~650℃、压力6.0MPa条件下进行催化加氢反应。主要加氢脱除不饱和烃,加氢裂解把高分子烷烃和环烷烃转化为低分子烷烃,并以气态形式分离出去。加氢脱烷基,把苯的同系物最终转化为苯和低分子烷烃。故高温加氢的产品只有苯,没有甲苯和二甲苯,另外还要进行脱硫、脱氮、脱氧的反应,脱除原料有机物中的S、N、O,转化成H2S、NH3、H2O除去,对加氢油的处理可采用一般精馏方法,最终得到产品纯苯。
低温催化加氢的典型工艺是萃取蒸馏加氢(K.K法)和溶剂萃取加氢。在温度为300~370℃、压力2.5~3.0MPa条件下催化加氢。主要进行加氢脱除不饱和烃,使之转化为饱和烃。另外还要进行脱硫、脱氮、脱氧反应,与高温加氢类似,转化成H2S、NH3、H2O。但由于加氢温度低,故一般不发生加氢裂解和脱烷基的深度加氢反应。因此低温加氢的产品有苯、甲苯、二甲苯。对于加氢油的处理,萃取蒸馏低温加氢工艺采用了萃取精馏方法,把非芳烃与芳烃分离开。而溶剂萃取低温加氢工艺是采用溶剂液液萃取方法,把非芳烃与芳烃分离开,芳烃之间的分离可用一般精馏方法实现,最终得到苯、甲苯、二甲苯。
2 粗苯加氢工艺
目前已工业化的粗苯加氢工艺有莱托(Litol )法、萃取蒸馏低温加氢(K.K)法和溶剂萃取低温加氢法,第一种为高温加氢,后两种为低温加氢。
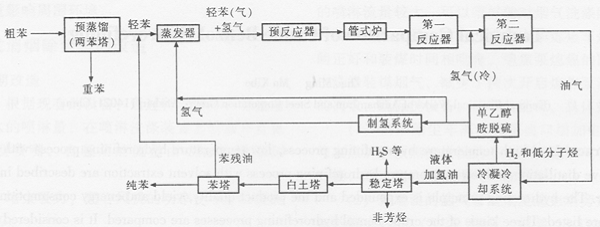 |
| 图1 莱托法粗苯加氢精制的工艺流程 |
2.1 莱托(Litol)法
莱托法是上海宝钢在20世纪80年代由日本引进的第一套高温粗苯加氢工艺,也是目前国内唯一的焦化粗苯高温加氢工艺,工艺流程见图1。
如图1所示,粗苯预蒸馏是将粗苯分离成轻苯和重苯。轻苯作为加氢原料,预反应器是在较低温度(200~250℃)下把高温状态下易聚合的苯乙烯等同系物进行加氢反应,防止其在主反应器内聚合,使催化剂活性降低,在2个主反应器内完成加氢裂解、脱烷基、脱硫等反应。由主反应器排出的油气经冷凝冷却系统,分离出的液体为加氢油。分离出的氢气和低分子烃类脱除H2S后,一部分送往加氢系统,一部分送往转化制氢系统制取氢气。预反应器使用Co-Mo催化剂,主反应器使用铬系催化剂。稳定塔对加氢油进行加压蒸馏,除去非芳烃和硫化氢。白土塔利用SiO2-A12O3为主要成分的活性白土,吸附除去少量不饱和烃。经过白土塔净化后的加氢油,在苯塔内精馏分离出纯苯和苯残油,苯残油返回轻苯贮槽,重新进行加氢处理。
制氢系统将反应系统生成的H2和低分子烃混合循环气体通过单乙醇胺(MEA)法脱除硫化氢。利用一氧化碳变换系统制取纯度99.9%的氢气。不需要外来焦炉煤气制氢。
莱托法只生产纯苯,纯苯对原料中苯的收率可达110%以上,这是由于原料中的甲苯、二甲苯加氢脱烷基转化成苯造成的,总精制率91.5%,偏低。原因是大部分苯环上烷基被作为制氢原料,导致加氢油有所减少。纯苯的质量见表1,能耗见表2。
|
表1 莱托法生产的纯苯质量 |
|||
|
项 目 |
指 标 |
项 目 |
指 标 |
|
颜色(铂-钴) |
≯20号 |
密度(20℃) , g/cm3 |
0.878~0.881 |
|
结晶点,℃ |
≮5.45 |
酸洗比色K2Cr2O7, g/L |
不深于0.05 |
|
苯, % |
≮99.9 |
甲苯, % |
≯0.05 |
|
非芳烃, % |
≯0.10 |
全硫, mg/kg |
≯1 |
|
噻吩, mg/kg |
≯1 |
中性试验 |
中性 |
|
水分(20℃)(目测) |
无 |
|
|
|
表2 莱托法加氢精制粗苯的能耗 |
||||||
|
焦炉煤气 |
高压蒸汽 |
低压蒸汽 |
电 |
循环水 |
氮 气 |
溶 剂 |
|
m3/t粗苯 |
t / t粗苯 |
t / t粗苯 |
kWh/t粗苯 |
m3/t粗苯 |
m3/t粗苯 |
|
|
300.5 |
0.433 |
0.540 |
95.6 |
76.6 |
15.6 |
不用 |
2.2 萃取蒸馏低温加氢法(K.K法)
萃取蒸馏低温加氢法是石家庄焦化厂于20世纪90年代从德国引进的第一套粗苯低温加氢装置,并在国内得到推广应用,工艺流程见图2。
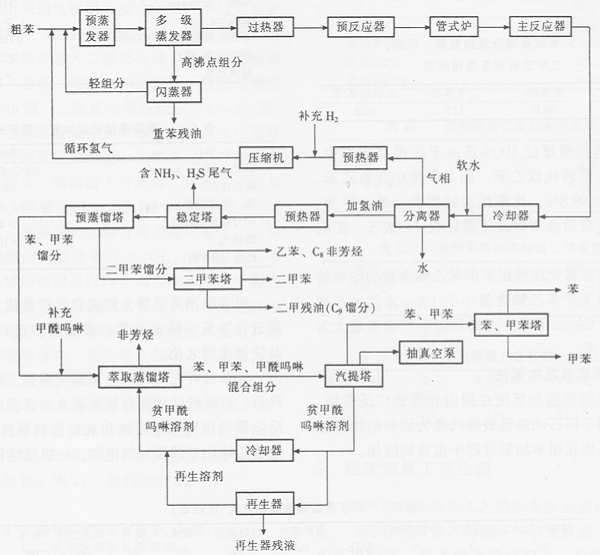 |
| 图2 萃取蒸馏低温加氢(K.K法)工艺流程 |
如图2 所示,粗苯与循环氢气混合,然后在预蒸发器中预热,粗苯被部分蒸发,加热介质为主反应器出来的加氢油,气液混合物进入多级蒸发器,在此绝大部分粗苯被蒸发,只有少量的高沸点组分从多级蒸发器底部排出,高沸点组分进入闪蒸器,分离出的轻组分重新回到粗苯原料中,重组分作为重苯残油外卖。多级蒸发器由高压蒸汽加热,被气化的粗苯和循环氢气的混合物经过热器过热后进入预反应器,预反应器的作用与莱托法的预反应器相同,主要除去二烯烃和苯乙烯,催化剂为Ni-Mo,预反应器产物经管式炉加热后进入主反应器,在此发生脱硫、脱氮、脱氧、烯烃饱和等反应,催化剂为Co-Mo,预反应器和主反应器内物料状态均为气相。从主反应器出来的产物经一系列换热器和冷却器冷却,在进入分离器之前注入软水,软水的作用是溶解产物中沉积的盐类。分离器把主反应器产物最终分离成循环氢气、液态加氢油和水,循环氢气经预热器补充部分氢气后,由压缩机送到预蒸发器前与原料粗苯混合。
加氢油经预热器预热后进入稳定塔,稳定塔由中压蒸汽加热,稳定塔实质就是精馏塔,把溶解于加氢油中的氮、硫化氢以尾气形式除去,含H2S的尾气可送入焦炉煤气脱硫脱氰系统,稳定塔出来的苯、甲苯、二甲苯混合馏分进入预蒸馏塔,在此分离成苯、甲苯馏分(BT馏分)和二甲苯馏分(XS馏分),二甲苯馏分进入二甲苯塔,塔顶采出少量C8非芳烃和乙苯,侧线采出二甲苯,塔底采出二甲残油即C9馏分,由于塔顶采出量很小,所以通常塔顶产品与塔底产品混合后作为二甲残油外卖。
苯、甲苯馏分与部分补充的甲酰吗啉溶剂混合后进入萃取蒸馏塔,萃取蒸馏塔的作用是利用萃取蒸馏方式,除去烷烃、环烷烃等非芳烃,塔顶采出非芳烃作为产品外卖,塔底采出苯、甲苯、甲酰吗啉的混合馏分,此混合馏分进入汽提塔。汽提塔在真空下操作,把苯、甲苯馏分与溶剂甲酰吗啉分离开,汽提塔顶部采出苯、甲苯馏分,苯、甲苯馏分进入苯、甲苯塔精馏分离成苯、甲苯产品。汽提塔底采出的贫甲酰吗啉溶剂经冷却后循环回到萃取精馏塔上部,一部分贫溶剂被间歇送到溶剂再生器,在真空状态下排出高沸点的聚合产物,再生后的溶剂又回到萃取蒸馏塔。
制氢系统与莱托法不同,是以焦炉煤气为原料,采用变压吸附原理把焦炉煤气中的氢分离出来,制取纯度达99.9%的氢气。
萃取蒸馏低温加氢法可生产苯、甲苯、二甲苯,3种苯对原料中纯组分的收率及总精制率设计值见表3。
|
表3 萃取蒸馏低温加氢的苯、甲苯、二甲苯收率及总精制率 |
||||||
|
苯,% |
甲苯,% |
二甲苯,% |
总精制率,% |
|||
|
98.5 |
98.0 |
117 |
99.8 |
|||
二甲苯收率超过100%是由于在预反应器中,苯乙烯被加氢转化成乙苯,而二甲苯中含有乙苯,总精制率达99.8%,比莱托法高。苯、甲苯、二甲苯的主要质量指标设计值见表4、表5、表6, 能耗见表7。
二甲苯质量受原料粗苯中苯乙烯含量的影响较大,如果粗苯中苯乙烯含量小于1%,才能生产馏程最大为5℃的二甲苯。否则只能生产馏程最大为10℃的二甲苯。
|
表4 萃取蒸馏低温加氢苯的质量 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
颜色 |
无色透明 |
苯含量,% |
≮99.5 |
|||
|
结晶点,℃ |
≮5.5 |
全硫, mg/kg |
≯0.5 |
|||
|
环戊烷含量, mg/kg |
≯50 |
正己烷含量, mg/kg |
≯50 |
|||
|
甲基环戊烷含量,mg/kg |
≯50 |
|
|
|||
|
表5 萃取蒸馏低温加氢甲苯的质量 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
外观 |
透明 |
密度(20℃),g/cm3 |
0.865~0.870 |
|||
|
甲苯含量,% |
≮99.0 |
苯含量,% |
≯200 |
|||
|
非芳烃含量, mg/kg |
≯9600 |
C8芳烃含量, mg/kg |
≯500 |
|||
|
馏程(包括110.6℃),℃ |
≯0.7 |
全硫, mg/kg |
≯1 |
|||
|
非挥发性物质,g/100mL |
≯0.002 |
颜色(铂-钴) |
≯20号 |
|||
|
酸洗比色 |
≯2号 |
|
|
|||
|
表6 萃取蒸馏低温加氢二甲苯的质量 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
密度(20℃),g/cm3 |
0.862~0.872 |
酸洗比色 |
≯6号 |
|||
|
苯、甲苯含量,, mg/kg |
≯5000 |
非芳烃含量, % |
≯4 |
|||
|
馏程,℃ |
≯10 |
颜色(铂-钴) |
≯20号 |
|||
|
表7 萃取蒸馏低温加氢能耗(吨粗苯) |
||||||
|
循环冷却水,m3 |
63.3 |
高压蒸汽,t |
0.739 |
|||
|
电,kWh |
32.2 |
焦炉煤气,m3 |
31.6 |
|||
|
软水,m3 |
0.00528 |
氮气,m3 |
10.56 |
|||
|
仪表用空气,m3 |
21.1 |
氢气,m3 |
36.9 |
|||
|
中压蒸汽,t |
0.686 |
溶剂,kg |
0.0106 |
|||
2.3 溶剂萃取低温加氢法
溶剂萃取低温加氢法在国内外得到了广泛应用,大量被应用于以石油高温裂解汽油为原料的加氢过程,目前在焦化粗苯加氢过程中也得到应用。在苯加氢反应工艺上,与萃取蒸馏低温加氢法相近,而在加氢油的处理上则不同,是以环丁飒为萃取剂采用液液萃取工艺,把芳烃与非芳烃分离开来。工艺流程见图3。
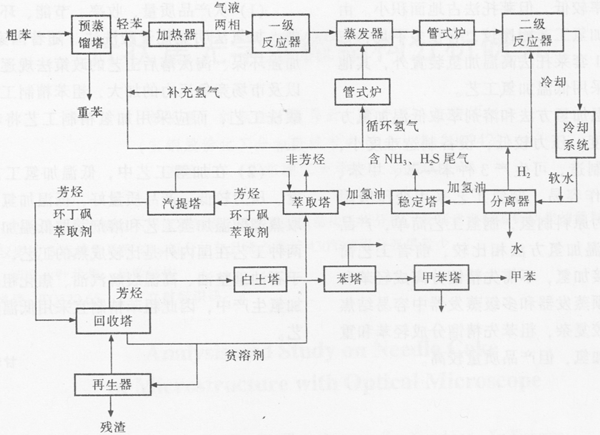 |
| 图3 溶剂萃取低温加氢工艺流程图 |
如图3所示,粗苯经预蒸馏塔分离成轻苯和重苯,然后对轻苯进行加氢,除去重苯的目的是防止C9以上重组分使催化剂老化。轻苯与补充氢气和循环氢气混合,经加热器加热后,以气液两相混合状态进入一级反应器,一级反应器的作用与莱托法和K.K法的预反应器相同,使苯乙烯和二烯烃加氢饱和,一级反应器中保持部分液相的目的是防止反应器内因聚合而发生堵塞。一级反应器出来的气液混合物在蒸发器中与管式炉加热后的循环氢气混合后被全部气化,混合气体经管式炉进一步加热后进入二级反应器,在二级反应器中发生脱硫、脱氮、烯烃饱和反应。一级反应器催化剂为Ni-Mo型,二级反应器催化剂为Co-Mo型。二级反应器结构是双催化剂床层,使用内床层循环氢气冷却来控制反应器温度。二级反应器产物经冷却后被注入软水,然后进入分离器,注水的目的与K.K法相同,溶解生成的NH4HS、NH4Cl等盐类,防止其沉积。分离器把物料分离成循环氢气、水和加氢油。加氢油经稳定塔排出NH3、H2S后进入萃取塔。萃取塔的作用是以环丁砜为萃取剂把非芳烃脱除掉,汽提塔进一步脱除非芳烃,回收塔把芳烃与萃取剂分离开,回收塔出来的芳烃经白土塔,除去微量的不饱和物后,依次进入苯塔、甲苯塔,最终得到苯、甲苯、二甲苯。
制氢系统与K.K法一致,可生产3种苯产品,3种苯对原料中纯组分的收率及总精制率设计值见表8,苯、甲苯、二甲苯的主要质量指标设计值分别见表9、表10、表11,能耗见表12。
|
表8 溶剂萃取低温加氢的苯、甲苯、二甲苯收率及总精制率 |
||||||
|
苯,% |
甲苯,% |
二甲苯,% |
总精制率,% |
|||
|
98 |
98 |
115 |
99.1 |
|||
|
表9 溶剂萃取低温加氢苯的质最 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
外观 |
无色透明 |
苯含量,% |
≮99.95 |
|||
|
结晶点,℃ |
≮5.5 |
全硫, mg/kg |
≯0.5 |
|||
|
表10 溶剂萃取低温加氢甲苯的质量 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
外观 |
透明 |
全硫, mg/kg |
≯1 |
|||
|
甲苯含量,% |
≮99.99 |
|
|
|||
|
表11 溶剂萃取低温加氢二甲苯的质量 |
||||||
|
项 目 |
指 标 |
项 目 |
指 标 |
|||
|
馏程,℃ |
≯5 |
颜色(铂-钴) |
≯20号 |
|||
|
表12 溶剂萃取低温加氢的能耗(吨粗苯) |
||||||
|
循环冷却水,m3 |
101.9 |
高压蒸汽,t |
1.98 |
|||
|
电,kWh |
30.5 |
焦炉煤气,m3 |
22.6 |
|||
|
软水,m3 |
0.167 |
|
|
|||
3 粗苯加氢工艺比较
莱托法粗苯加氢工艺的加氢温度和压力较高,又存在氢腐蚀,对设备的材质、工艺、结构要求较高,设备制造难度较大,只能生产一种苯,制氢工艺较复杂,采用转化法,以循环气为原料制氢,总精制率较低,但莱托法占地面积小。由于莱托法与低温加氢工艺相比较,有很多不足,在国内除宝钢投产1套莱托法高温加氢装置外,其他企业粗苯加氢都采用低温加氢工艺。
萃取蒸馏低温加氢方法和溶剂萃取低温加氢的加氢温度和压力较低,设备制造难度小,很多设备可国内制造,可生产苯、甲苯、二甲苯,生产操作容易。制氢工艺采用变压吸附法,以焦炉煤气为制氢原料,制氢工艺简单,产品质量好。两种低温加氢方法相比较,前者工艺简单,可对粗苯直接加氢,不需先精馏分离成轻苯和重苯,但粗苯在预蒸发器和多级蒸发器中容易结焦堵塞;后者工艺较复杂,粗苯先精馏成轻苯和重苯,然后对轻苯加氢,但产品质量较高。
4 结论
(1) 从产品质量、收率、节能、环保等方面考虑,加氢法明显优于酸洗法。随着国家节能减排、加强环保、淘汰落后工艺的政策法规逐步落实以及市场竞争压力的加大,粗苯精制工艺不宜再采用酸洗工艺,而应采用加氢精制工艺将粗苯集中加工。
(2) 在加氢工艺中,低温加氢工艺的加氢温度和压力较低,产品质量好,低温加氢工艺包括萃取蒸馏低温加氢工艺和溶剂萃取低温加氢工艺,这两种工艺在国内外是比较成熟的工艺,已被广泛用于石油重整油、高温裂解汽油、焦化粗苯为原料的加氢生产中,因此粗苯精制宜采用低温加氢精制工艺。

